Gjutning av plast
Kort beskrivning:
Gjutning av plastär en speciell formsprutningsprocess som används för att kombinera delar av två material i en del genom formsprutning. De två delarna formades två gånger i olika formar och formsprutningsmaskiner.
Plast över gjutning är en process för att placera en eller flera befintliga plastdelar av olika material i en formsprutning före injektion, sedan injicera plast i mögel, det insprutade materialet täcker eller linda de förinställda delarna för att bilda en enda del.
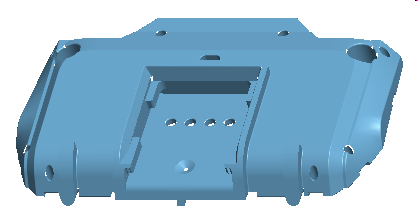
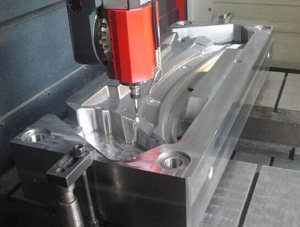
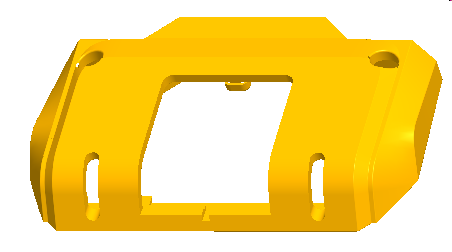
Första steget: förbered den förplacerade delen. (Form1)
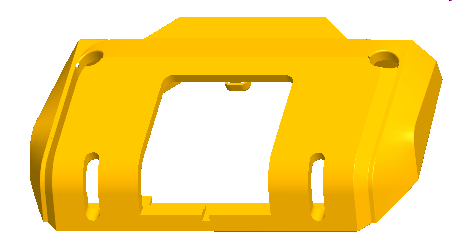
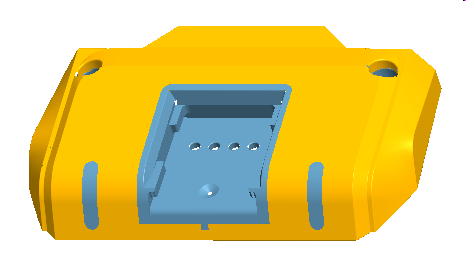
Andra steg: placera den förplacerade i formsprutningsform och gör överformning med plastharts. (Mögel2)
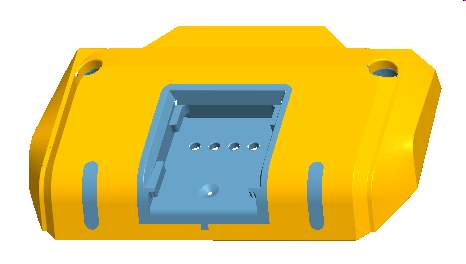
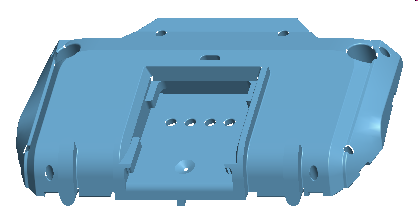
Den sista plastdelen

Det finns två typer av övergjutning
Typ 1: De förplacerade delarna / komponenterna är plast, som tidigare skapades i en annan form. Denna metod tillhör formsprutning med två skott. Detta är plast över gjutning vi diskuterade här.
Typ 2: De förplacerade delarna är inte plastiska, men kan vara metall eller andra fasta delar (t.ex. elektroniska komponenter). Vi kallar denna processinsatsformning.
Vanligtvis täcks i förväg fördelade delar delvis eller helt av efterföljande material (plastmaterial) i övergjutningsprocessen.
Känner du till applikationen av plast över gjutning?
Det finns många syften för plast över gjutning. De vanligaste bland dem är följande:
1. Lägg till färg för att försköna utseendet (estetisk inverkan).
2. Ge en bekväm hållplats på delen.
3. Lägga till flexibelt område till styva delar för att öka elasticitet och beröringskänsla
4. Lägg till elastiskt material för att täcka produkten eller täta för vattentät.
5. Spara monteringstid. Det finns inget behov av att ansluta metalldelen och plastdelen manuellt eller automatiskt. Du behöver bara sätta hårdvarudelen i formen och injicera plastdelen. Det finns inget behov av att montera det alls.
5. Fäst en del i en annan utan att använda fästelement eller lim.
Vilken typ av produkter passar plastformning för?
Övergjutningsprocessen av plast är lämplig för många produkter, som varierar beroende på produkternas specifika förhållanden. Inkluderar vanligtvis tandborstar, verktygshandtag (som sladdlösa borrmaskiner och skruvmejslar) och personligvårdsprodukter (som schampoflaskor och rakapparater), trådanslutningar, pluggar, SIM-hållare etc.
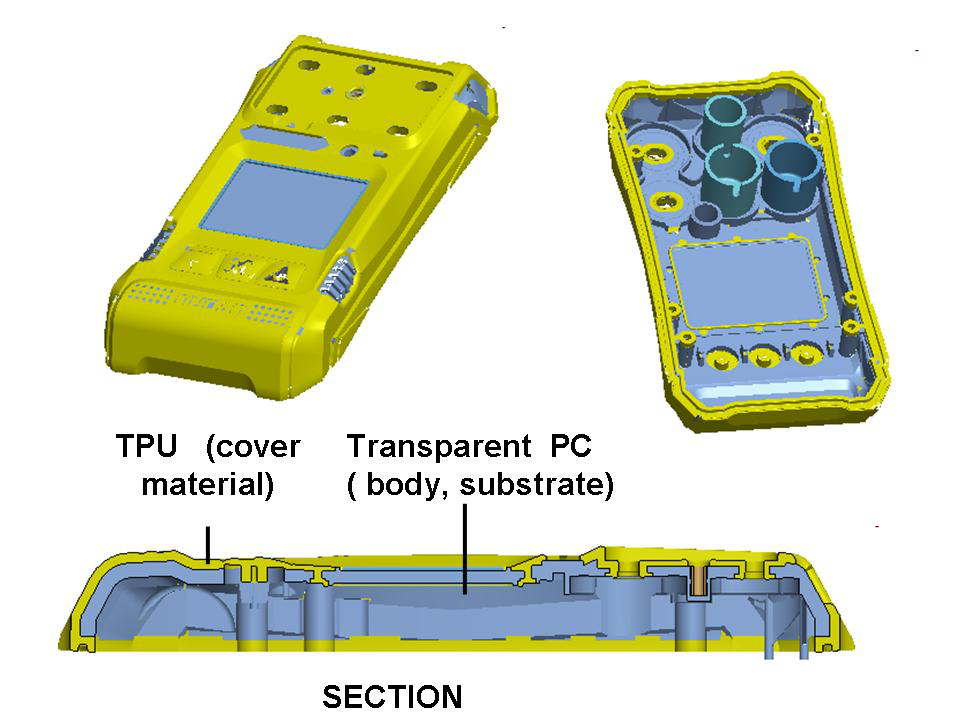
PC och TPU vattentätt fodral
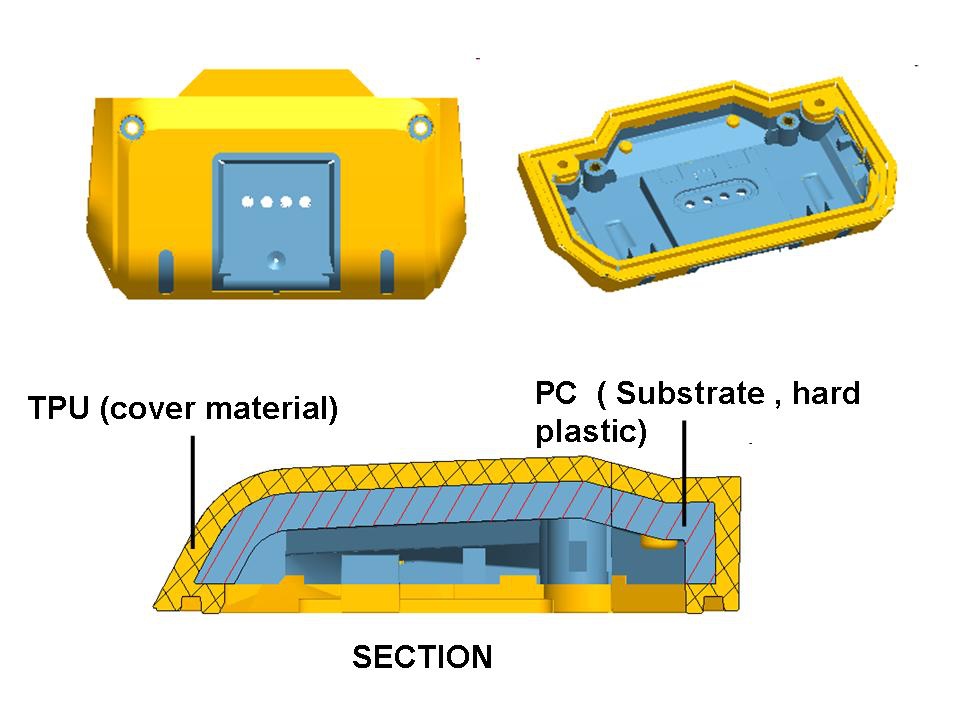
PC & TPU övergjutning vattentät batterilucka
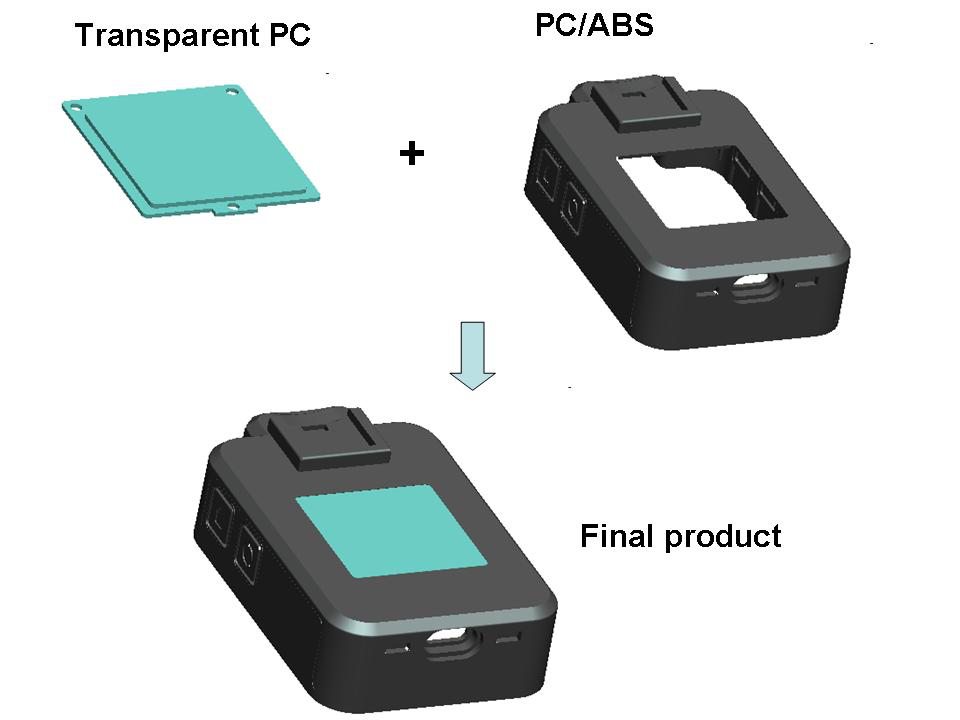
PC & PC / ABS övergjutet plastfodral för elektronisk produkt

PC & TPU skyddande fodral för mobiltelefon

Tvåfärgad, storformad plastdel i stor storlek

ABS- och TPE-övergjutningshjul
Här är några typiska exempel på applikationer för gjutning:
1. Täckplast av hårdplast - först och främst bildas en stel plastförplacerad del. Sedan injiceras ytterligare en hård plast på eller runt de förpositionerade delarna. Plast kan skilja sig åt i färg och / eller harts.
2. Hårdplast insvept i mjukt elastomerharts - först placeras styva plastdelar. Elastomerhartset (TPU, TPE, TPR) formas sedan på eller runt de förpositionerade delarna. Detta används vanligtvis för att ge en mjuk handhållen yta för styva delar.
3. Plastförpackad metall - först och främst är metallbotten bearbetad, gjuten eller formad. Därefter införs de förplacerade delarna i injektionsformhålan och plasten formas i eller runt metallen. Detta används vanligtvis för att fånga metalldelar i plastdelar.
4.Elastomerharts som täcker metall - Först är metalldelen bearbetad, gjuten eller formad. De förpositionerade metalldelarna införs sedan i injektionsformen och elastomerhartset injiceras på eller runt metallen. Detta används vanligtvis för att ge en mjuk, väl greppad yta.
5. Mjuk elastomerplast PCBA eller elektroniska komponenter, ljusavgivande modul, etc.
Det är viktigt att notera att det finns vissa begränsningar och kompatibilitetsproblem mellan olika material som måste övervägas för övergjutning. Du är inte begränsad till två typer av material. Vi har sett några produkter, i en del med tre olika plasthylsor kombinerade för att uppnå en flerfärgad sammanvävd yta. Här är ett enkelt exempel på en produkt du kommer att känna till: sax.
Vanligtvis placeras de förplacerade delmaterialen eller delarna i injektionsformarna, vid vilken tidpunkt de övergjutna plasthartserna injiceras i eller runt de förplacerade delarna. När det inkapslade injektionsmaterialet kyls och härdas sammanfogas de två materialen för att bilda en integrerad del. Ytterligare tips: Det är vanligtvis en bra idé att få tag i dina förpositionerade delar och inslagningsmaterial mekaniskt. På detta sätt kan de två materialen kombineras inte bara kemiskt utan också fysiskt.
Vad är fördelen med överformning i produktionen?
Den övergjutna formen har enkel struktur och flexibel process.
1. Det är tillämpligt på delar med stora täckande delar, särskilt delar med inverterat spänne. Denna typ av plastdelar är svåra att injicera i samma formsprutningsmaskin med tvåfärgad form, vilket kan uppnås genom plastbelagd formsprutning.
2. När formen på plastförinställningen är enkel och storleken är mycket liten och den sista delen har stor storlek, är det lämpligt att anta
plastbelagd formsprutning. Vid denna tidpunkt kan formen på den förinställda delformen göras mycket liten eller formad med flera håligheter, vilket kraftigt kan minska kostnaden för formen.
3. När de förplacerade delarna och de inkapslade materialen alla är plast (hartser) föreslås att den dubbla formsprutningsprocessen ska användas vid massproduktion istället för överbelastning för att uppnå hög kvalitet, hög produktivitet och låga kostnader. När små satsstillverkning eller kvalitetskrav inte är höga, kan övergjutning användas för att undvika investeringar i gjutningsmaskinen med dubbelsprutning och höga kostnader för tillverkning av gjutformar.
Vilka material är de förplacerade delarna av?
Vi kallar de delar som först placerades i formen för förplacerade delar (eller förpositionerade delar).
De förplacerade delarna kan vara alla fasta delar, en bearbetad metalldel, en gjuten plastdel eller till och med en befintlig produkt, såsom en mutter, skruv eller elektronisk kontakt. Dessa förplacerade delar kommer att kombineras med senare injicerat plast för att bilda en enda del genom kemisk verkan och mekanisk anslutning. Elastomerhartserna (TPU, TPE, TPR) är också plast men är inte lämpliga för förplacerade delar.
Hur väljer man plasthartser för övergjutning?
Plasthartserna som används av övergjutning är vanligtvis plast. De börjar i form av partiklar och deras smältpunktstemperatur är vanligtvis lägre än för förplacerade delar för att förhindra att förplacerade delar skadas av hög temperatur. Dessa partiklar blandas med tillsatser såsom färgämnen, skummedel och andra fyllmedel. Därefter upphettas den till smältpunkten och injiceras i formen som en vätska. Det finns vissa begränsningar för material som är lämpliga för övergjutning. Om de förinstallerade delarna är metalldelar kan du använda vilken plast som helst som övergjutning. Kompatibilitetsproblem kan finnas om den förplacerade delen är gjord av ett annat plastharts (gummi eller TPE) med låg smältpunkt.
Känner du formsprutningsmaskinen för övergjutning?
Formsprutningsmaskinen som används i överformning av plast är en vanlig formsprutningsmaskin, som är indelad i två typer: vertikal och horisontell.
1. Vertikal formsprutningsmaskin upptar mer utrymme än horisontell formsprutningsmaskin med samma tonnage, vilket inte är lätt att underhålla, så tonnaget är vanligtvis mindre. Särskilt lämplig för små delar eller förplacerade delar är inte lätta att fästa i formarna.
2. Horisontell formsprutningsmaskin har stort tonnage och liten beläggningsyta, vilket är lämpligt för gjutning av stora delar.
Hur väljer man formsprutningsmaskinen för övergjutning?
1. Vertikal formsprutningsmaskin används vanligtvis för små delar som trådanslutningar och kontakter, strömkontakter, linser och så vidare. Formarna är enkla och effektiva.
2. Horisontell formsprutningsmaskin används för stora delar, som har tillräcklig kraft och är partisk för drift.
3. Tvåfärgad formsprutning rekommenderas för förpositionerade delar och inkapslade material, vilket kan uppnå bättre kvalitet och produktivitet än inkapslad formsprutning.
Injektionsformarna för övergjutning
Överformning har vanligtvis två uppsättningar sprutformar. Den ena är för gjutning av den förplacerade delen, en annan är för gjutning av den sista delen.
När de förplacerade delarna är icke-plastiska eller inget formsprutningsbehov behövs bara en uppsättning huvudformar. Vi kallar denna processinsatsformning.
Mestech-företaget har erfarenhet av plastbelagd formsprutning, speciellt inom plastbelagd formsprutning av skal av olika elektroniska och elektriska produkter med hårdvara som förinställda delar. Mestech är också utrustat med flera dubbelfärgade formsprutningsmaskiner, som kan producera olika typer av dubbelfärgade plastdelar, plastbelagda delar av formen och formsprutning. Kontakta oss om du behöver det.