Stansformar av metall

Kort beskrivning:
Metallstämplingsform är ett slags verktyg och utrustning för att stämpla plåtdelar. Det har fördelarna med hög produktionseffektivitet och kort produktionscykel. Det används ofta i massproduktion.
Stansform av metall(Metal stamping die) är en typ av speciell processutrustning som bearbetar material (metall eller icke-metall) till delar (eller halvfabrikat) i kallstämpling. Det kallas kallstansmunstycke (allmänt känt som kallstansmunstycke). Stämplingsform är en kallbearbetningsform. Vid rumstemperatur används matrisen som är installerad på pressen för att utöva tryck på materialet för att producera separering eller plastisk deformation för att erhålla de nödvändiga delarna.
Stämpling av metalldelar står för en stor del av metalldelar, såsom datorhölje, aluminiumskal, utrustningsskydd, verktygslåda, behållare, fäste, elektroniskt skärmskydd, trådterminal och så vidare. Stämplingsform är ett slags massproduktionsform, som har många former. Stämplar klassificeras vanligtvis efter processegenskaper och formkonstruktion

Klassificering enligt processegenskaper
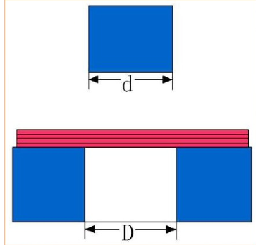
(1) (1) Blankform är en form som används för att separera material längs stängda eller öppna konturer. Såsom blanking matris, stansning matris, skärning matris och så vidare.
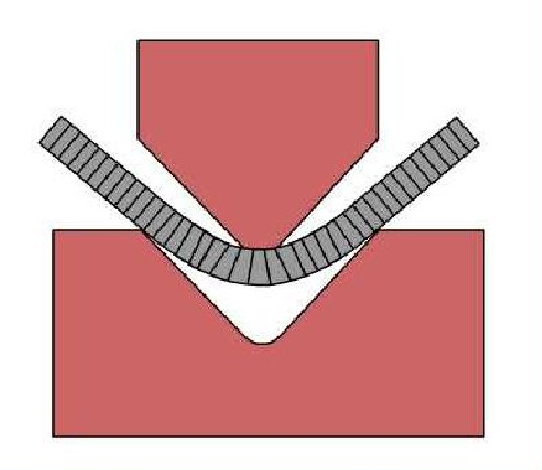
(2) Böjformen gör att ämnet eller annat ämne ger böjdeformation längs den raka linjen (böjningskurva) för att erhålla en viss vinkel och form på arbetsstyckformen.
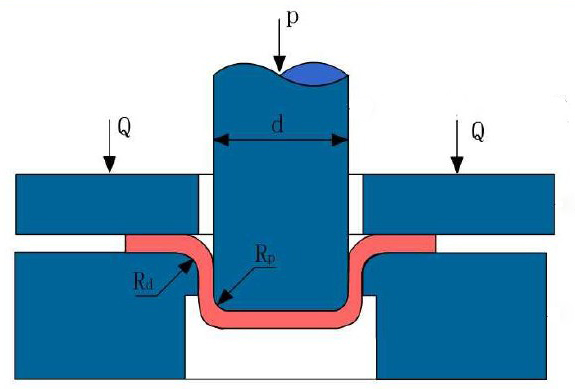
(3) Ritningsmunstycke är ett munstycke som kan göra tomt till en öppen ihålig del eller få den ihåliga delen att ändra form och storlek ytterligare.
(4) Formformen är ett slags munstycke som direkt kan kopiera det tomma eller halvfärdiga arbetsstycket beroende på formen på stansen och formen, medan själva materialet endast ger lokal plastisk deformation. Såsom utbuktande matris, halsringningsmunstycke, expanderande matris, rullande formningsmunstycke, flänsformning, formningsmunstycke etc.
(5) Nitarform är att använda extern kraft för att få delarna att sammanfoga eller varva i en viss ordning och på ett visst sätt och sedan bilda en helhet.
Stansning
Ritning dör
Böjform
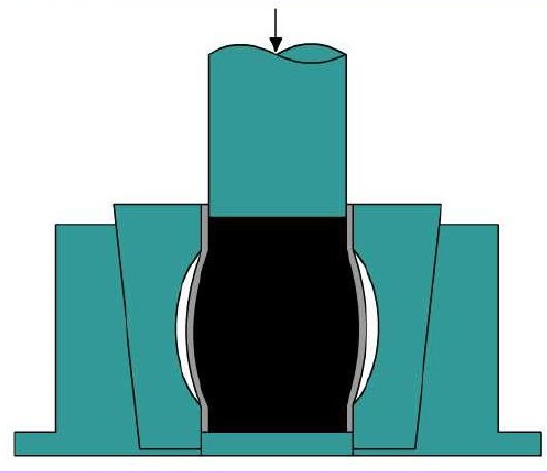
Utbuktande matris
Klassificering enligt kombinationsnivå för drift
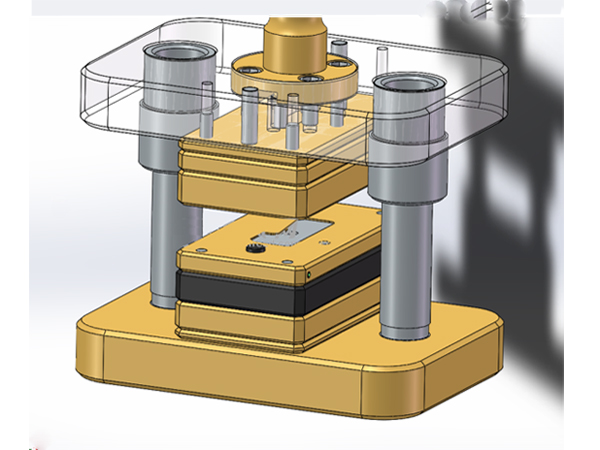
(1) Enkel form (scenform)
I ett presstryck slutförs bara en stämpling.
Det finns bara en arbetsstation och ett enda arbetsförfarande för en enda arbetsprocedur. Den kan delas in i blankform, bockform, dragform, vridning och formning.
Formtillverkningen är enkel och kostnaden för formtillverkningen är låg. Den är lämplig för produktion av delar med enkel struktur och låg effekt. Låg produktionseffektivitet och hög produktionskostnad.
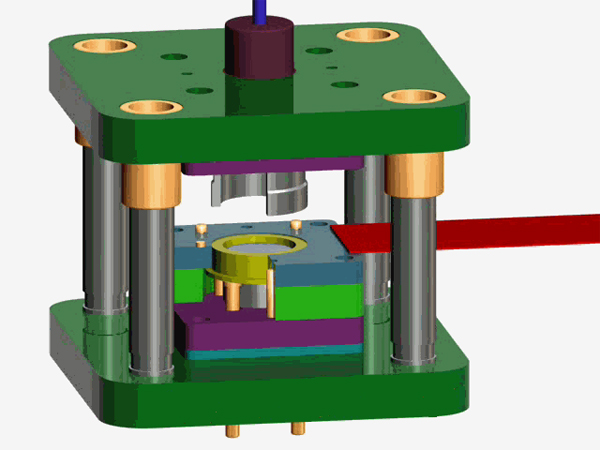
(2) sammansatt stansningsform (gängstans)
En form med endast en arbetsposition som fullbordar två eller flera stansningsprocesser vid samma arbetsposition i ett presstryck.
Den sammansatta formen är lämplig för tillverkning av metalldelar med komplex struktur och hög positioneringsnoggrannhet. Formen är komplex och exakt och kostnaden för att tillverka formen är hög.
(3) Progressiv stansform (även kallad kontinuerlig formgjutning)
I ämnets matningsriktning finns det två eller flera stationer. I ett presstryck slutförs två eller flera stämplingsprocesser i olika stationer en efter en.
Funktionerna hos progressiv matris är som följer:
A. Hög produktionseffektivitet: progressiv matris kan slutföra stansning, flänsning, bockning, ritning, tredimensionell formning och montering av komplexa delar, vilket minskar mellanöverföringen och upprepad positionering. Dessutom påverkar inte ökningen av antalet stationer produktionseffektiviteten, och den kan göra mycket små precisionsdelar. Lätt att automatisera produktionen.
B. Låg produktionskostnad: produktionseffektiviteten för progressiv matris är hög, antalet pressar är litet, antalet operatörer och verkstadsområdet är litet, vilket minskar lagring och transport av halvfabrikat, så den omfattande produktionskostnaden för produktdelarna är inte höga.
C. Lång formlivslängd: komplexa interna och externa former kan delas in i enkla manliga och kvinnliga formformar, som kan skäras steg för steg. Arbetsförfarandet kan spridas på flera stationer, och utrymmet kan ställas in i det område där arbetsproceduren är koncentrerad, för att undvika problemet med för liten väggtjocklek hos manliga och kvinnliga dör, ändra spänningstillståndet för hanen och hon dör och förbättrar dörsstyrkan. Dessutom använder den progressiva formen utmatningsplattan som stansningsstyrplatta, vilket är mycket fördelaktigt för att förbättra formens livslängd.
D. Hög tillverkningskostnad för mögel: progressiv matris har hög tillverkningskostnad på grund av dess komplexa struktur, hög tillverkningsnoggrannhet, långa cykel och låga materialanvändning. Tillämpning: den är lämplig för massproduktion av små och medelstora storlekar med komplex struktur.
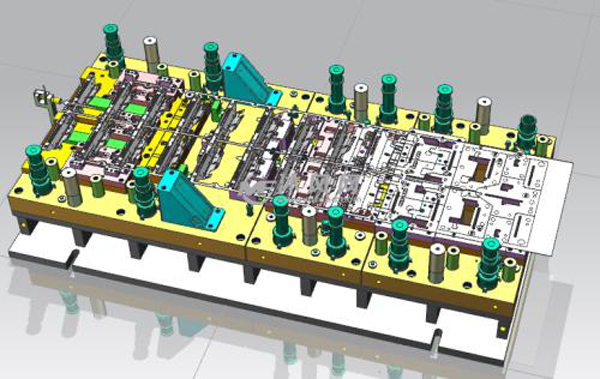
Progressiv dör
(4) Överföringsstämplingsform (överföringsform för flera positioner):
det integrerar egenskaperna hos enstaka stansform och progressiv stansform. Genom att använda manipulatoröverföringssystemet kan det förverkliga den snabba överföringen av produkter i formen. Det kan avsevärt förbättra produktionseffektiviteten för produkter, minska produktionskostnaderna för produkter, spara materialkostnaden och kvaliteten är stabil och pålitlig. Den innehåller följande funktioner:
A. Använd på stansmaskinen med flera stationer.
B. Varje station är en komplett ingenjörsform, kompletterar en specifik process, kallad subform. Det finns vissa relationer mellan underformar. Varje underform kan justeras oberoende utan att det påverkar de främre och bakre underformarna.
C. Överföringen av delar mellan underformarna sker genom manipulator. Multipositionsöverföringsformen är lämplig för automatisk produktion och dator intelligent upptäckt och hantering. Den används vid tillverkning av delar med hög precision, hög kvalitet och komplex struktur.
Applicering av formar eller formar:
(1). Elektroniska produkter och kommunikationsprodukter;
(2). Kontors material;
(3). Reservdelar till bilar;
(4). Hushållsprodukter;
(5) .Elektrisk utrustning;
(6). Medicinskt och miljöskydd;
(7). Industrifastigheter;
(8). Artificiell intelligens;
(9). Transport;
(10). Byggnadsmaterial, kök och toalettutrustning och verktyg;





